ļx╔óųŲįņ╩Ūęį┴Ń┼õ╝■ĮMčb╗“╝ė╣ż×ķų„Ą─ļx╔ó╩Į╔·«a╗ŅäėŻ¼ė╔┴Ń╝■╗“▓─┴ŽĮø▀^ČÓéĆŁh(hu©ón)╣Ø(ji©”)Ą─čb┼õ╗“╝ė╣ż▀^│╠Ż¼╔·«a│÷ūŅĮKĄ─«aŲĘĪŻļx╔óųŲįņŲ¾śI(y©©)Ą─╔·«aįOéõ═∙═∙Č╝╩ŪĄõą═Ą─öĄ(sh©┤)┐žįOéõ╗“é„╦═Ħ┴„╦«ŠĆŻ¼ęį▄ćķg×ķå╬╬╗Ż¼░┤šš╣żū„ųąą─▀Mąą│╔ĮM▓╝ų├ĪŻ▄ćķgėŗäØš{Č╚▓┐ķTĖ∙ō■(j©┤)┐═æ¶ėåå╬Īó╔·«a─▄┴”ĪóÄņ┤µųŲČ©╔·«aėŗäØŻ¼ĮM┐Ś╚╦åT▓ó░▓┼┼╔·«aįOéõ▀Mąą═Č┴Ž╔·«aĪŻ
ļx╔óųŲįņ╔·«a▀^│╠Ųš▒ķ┤µį┌«aŲĘŲĘĘNĘ▒ČÓĪó╣ż╦ćÅ═ļsĪóéĆąį╗»ę¬Ū¾Ė▀Ą╚╠ž³cŻ¼Ę┤ė│į┌ą┼Žó─Żą═╔ŽŠ═╩Ūą┼Žó┴┐┤¾ĪóĻP┬ō(li©ón)║═╠Ä└ĒęÄ(gu©®)Ė±Å═ļsĪŻ▀@ą®╠ž³cī”╔·«a▀^│╠Ą─ą┼Žó▓╔╝»Īóé„▌öĪó╠Ä└ĒĄ╚Łh(hu©ón)╣Ø(ji©”)Č╝╠ß│÷┴╦║▄Ė▀Ą─īŹĢrąį║═┐╔┐┐ąįę¬Ū¾ĪŻæ{ĮĶ▀hŠÓļx¤oĮėė|ūRäe║═öĄ(sh©┤)ō■(j©┤)┤µā”╚▌┴┐╔ŽĄ─ā×(y©Łu)ä▌Ż¼╔õŅlūRäeIĮ«ID╝╝ąg▒╗ÅVĘ║æ¬ė├ė┌ųŲįņĪóĮ╗═©Īó╬’┴„Ą╚ŅIė“ĪŻRFID▀ĆŠ▀éõūRäe╦┘Č╚┐ņĪó£╩┤_ąįĖ▀Īó─═╬█╚ŠĄ╚╠ž³cŻ¼║▄▀m║Žæ¬ė├ė┌ī”īŹĢrąį║═┐╔┐┐ąįę¬Ū¾▌^Ė▀Ą─ļx╔óųŲįņ▀^│╠ųąĪŻ
ļx╔óųŲįņ▀^│╠┐╔ęįĘų×ķ▄ćķg╔·«a▀^│╠┐žųŲ║═¼F(xi©żn)ł÷ųŲįņł╠(zh©¬)ąą2▓┐ĘųĪŻŲõųą▄ćķg╔·«a▀^│╠┐žųŲ╩Ūļx╔óųŲįņ▀^│╠Ą─║╦ą─ĪŻų„ę¬ÅŖš{Ą─╩Ū╔·«aėŗäØ┐žųŲ║═ł╠(zh©¬)ąąĪŻ▒Š╬─īóŠ═ļx╔óųŲįņ▀^│╠Ą─╔·«a▀^│╠┐žųŲĘĮ├µš╣ķ_ėæšōŻ¼čąŠ┐▓óķ_░l(f©Ī)ę╗ĘN╗∙ė┌RFIDļx╔óųŲįņ▄ćķg╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)ĪŻįōŽĄĮy(t©»ng)╬╗ė┌śI(y©©)äš╣▄└Ēīė║═▄ćķgĄūīėöĄ(sh©┤)ō■(j©┤)ų«ķgŻ¼ÅŖš{ųŲįņ▀^│╠öĄ(sh©┤)ō■(j©┤)Ą─īŹĢr▓╔╝»Īó╔·«aū„śI(y©©)ėŗäØĄ─┐╔ł╠(zh©¬)ąąąį║═ėąą¦ąįĪŻ╗∙ė┌RFID╝╝ągĄ─▄ćķgųŲįņ▀^│╠öĄ(sh©┤)ō■(j©┤)▓╔╝»║═╣▄└ĒĘĮĘ©Ą─┐é¾w─┐ś╦╩Ūį┌▄ćķg╣▄└Ēųą─▄ē“ūįäėĪó╝░ĢrĪó£╩┤_Ąž▓╔╝»ųŲįņ▀^│╠öĄ(sh©┤)ō■(j©┤)Ż¼ūīŲ¾śI(y©©)Ą─╣▄└Ē╚╦åT╝░ĢrĪó£╩┤_ĄžšŲ╬šŲ¾śI(y©©)▄ćķgųŲįņ▀^│╠Ą─▀\ū„ŪķørŻ¼╩╣Ų¾śI(y©©)─▄ē“┐ņ╦┘Īó£╩┤_ĄžĒææ¬╩ął÷Ą─ūā╗»Ż¼ęį▒Ń▒M┴┐£p╔┘Ų¾śI(y©©)▓╗▒žę¬Ą─ķ_õNĪŻ
1 ╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)蹊┐
1Ż«1 ļx╔óųŲįņśI(y©©)╔·«a╠žš„Ęų╬÷
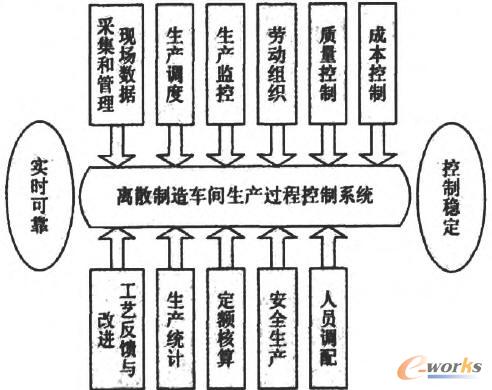
Ąõą═Ą─ļx╔óųŲįņśI(y©©)Ų¾śI(y©©)ė╔ė┌ų„ę¬Å─╩┬å╬╝■ĪóąĪ┼·┴┐╔·«aŻ¼«aŲĘĄ─╣ż╦ć▀^│╠Įø│ŻūāĖ³Ż¼ę“┤╦ąĶę¬▀Mąą┴╝║├Ą─ėŗäØĪŻļx╔óąąśI(y©©)ų„ę¬╩Ū░┤ėåå╬ĮM┐Ś╔·«aŻ¼ė╔ė┌║▄ļyŅA£yėåå╬į┌╩▓├┤Ģr║“ĄĮüĒŻ¼ę“┤╦▓╔┘Å║═╔·«a▄ćķgųŲČ©ėŗäØĢrŠ═ę¬ĮĶų·╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)ĪŻė╔ęį╔ŽĘų╬÷┐╔ų¬Ż¼įō┐žųŲŽĄĮy(t©»ng)ąĶę¬┐žųŲĄ─ą┼Žó┴┐┤¾ŪęĘNŅÉČÓŻ¼ą┼Žóų«ķgĄ─ĻPŽĄÅ═ļsŻ¼╩┬äš╠Ä└ĒęÄ(gu©®)ät├Ķ╩÷└¦ļyĪŻų„ę¬▒Ē¼F(xi©żn)×ķŻ║(1)ę“å╬ĪóąĪ╝■▌^ČÓŻ¼╔·«a▌^×ķÅ═ļsŻ¼╔·«a▀^│╠▌^ļy┐žųŲŻ╗(2)╔·«aöĄ(sh©┤)ō■(j©┤)ČÓŻ¼ŪęöĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»Īó╠Ä└Ē║═Öz╦„╣żū„┴┐┤¾Ż╗(3)«aŲĘĄ─ĘNŅÉūā╗»▌^ČÓŻ¼ė├ĄĮĄ─═Ōģf(xi©”)╝■▌^ČÓŻ¼▄ćķg╔·«aįOéõ║═é}Äņę¬ėąūŃē“Ą─╚ßąįŻ╗(4)ę╗░ŃüĒšfŻ¼ļx╔óųŲįņ«aŲĘĄ─╝ė╣żų▄Ų┌▌^ķLŻ¼╝ė╣żĄ╚┤²Ģrķg▌^ķLŻ¼ę²Ų╝ė╣ż┐éĢrķg▀^ķLŪęĢrķg▓╗┤_Č©Ż╗(5)ė░Ēæ╔·«aėŗäØĄ─ę“╦ž▌^ČÓŻ¼ą┼Žóą╬æB(t©żi)Å═ļsĪŻ
1Ż«2ļx╔óųŲįņ▄ćķg╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)Ęų╬÷
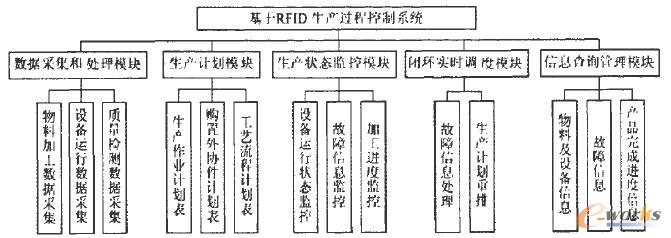
╔·«a▀^│╠┐žųŲŻ¼Š═╩Ūę¬┤_▒ŻŲ¾śI(y©©)«aŲĘį┌ųŲįņ▀^│╠ųą░┤ššęÄ(gu©®)Č©Ą─ĘĮĘ©║═Ēśą“╩╝ĮK╠Äė┌╩▄┐žĀŅæB(t©żi)Ž┬▀MąąŻ¼▀@╩ŪŲ¾śI(y©©)┘|┴┐╣▄└Ē¾wŽĄųąūŅųžę¬Ą─ę╗▓┐Ęų╣żū„Ż¼ėąą¦īŹ¼F(xi©żn)┴╦«aŲĘ┘|┴┐Ą─▀^│╠┐žųŲĪŻ╔·«a▀^│╠┐žųŲ╩Ūļx╔óųŲįņ▀^│╠Ą─║╦ą─Ż¼╦³░³║¼┴╦▄ćķg╔·«aųŲįņĖ„éĆĘĮ├µĄ─ą┼ŽóŻ¼ŲõĮM│╔ĮYśŗ╚ńłD1╦∙╩ŠĪŻ╦³ų„ę¬░³└©Ż║¼F(xi©żn)ł÷öĄ(sh©┤)ō■(j©┤)▓╔╝»║═╣▄└ĒĪó╔·«aš{Č╚Īó╔·«a¼F(xi©żn)ł÷▒O(ji©Īn)┐žĪóä┌äėĮM┐ŚĪó┘|┴┐┐žųŲĪó│╔▒Š┐žųŲĪó╣ż╦ćĘ┤ü┼cĖ─▀MĪó╔·«aĮy(t©»ng)ėŗĪóČ©Ņ~║╦╦ŃĪó░▓╚½╔·«aĪó▄ćķgĄ─╚╦åTš{┼õęį╝░š¹éĆ▄ćķgįOéõĀŅæB(t©żi)▒O(ji©Īn)┐žĄ╚š¹éĆ▄ćķg╔·«a▀^│╠╔µ╝░ĄĮĄ─╣żū„ĪŻ┐╝æ]ĄĮļx╔óųŲįņ▀^│╠ųą«aŲĘÅ═ļsĪó╔·«aöĄ(sh©┤)ō■(j©┤)ČÓĪó╝ė╣żų▄Ų┌▌^ķLĄ╚╠ž³cŻ¼Ųõ╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)ąĶØMūŃīŹĢr┐╔┐┐Īó┐žųŲĘĆ(w©¦n)Č©Ą─ę¬Ū¾ĪŻ
łD1 ╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)ĮM│╔ĮYśŗłD
1Ż«3 RFIDį┌ļx╔óųŲįņ▀^│╠ųąĄ─æ¬ė├
ļx╔óųŲįņśI(y©©)ųŲįņ▀^│╠ųą▓╗āHŠ▀ėąé„Įy(t©»ng)Ą─ųŲįņ┴„│╠Ż¼▀ĆŠ▀ėą«aŲĘįOėŗę╗╣ż╦ćęÄ(gu©®)äØę╗╝ė╣żųŲįņę╗äėæB(t©żi)š{Č╚ę╗ą┼ŽóĘ┤ü▀@éĆäėæB(t©żi)Ą─┴„│╠ĪŻę“┤╦ļx╔óųŲįņśI(y©©)╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)ų„ę¬╩Ū├µī”▄ćķg╣▄└Ē╚╦åTĪóėŗäØ╚╦åT╠ß╣®ėŗäØ╣▄└ĒĪó┘Yį┤╣▄└ĒĪół¾▒ĒĮy(t©»ng)ėŗ╣▄└ĒĪó▄ćķgū„śI(y©©)╣▄└ĒĄ╚╣”─▄Ż¼Č°Ūęę¬Ū¾īŹĢrĄž▓╔╝»¼F(xi©żn)ł÷╔·«aöĄ(sh©┤)ō■(j©┤)▓óĘ┤ü╗žŽĄĮy(t©»ng)Ż¼ŽĄĮy(t©»ng)Ė∙ō■(j©┤)Ę┤üĄ─öĄ(sh©┤)ō■(j©┤)▀MąąĘų╬÷ĪóĮy(t©»ng)ėŗŻ¼ūŅ║¾Ė∙ō■(j©┤)ŽÓæ¬Ą─Ęų╬÷ĮY╣¹ū„│÷Ę┤æ¬Ż¼Å─Č°īŹ¼F(xi©żn)ļx╔óųŲįņśI(y©©)▄ćķgĄ─¤o╝ł╗»ū„śI(y©©)Īóś╦£╩╗»▓┘ū„Īóūįäė╗»┼╔╣żĪóīŹĢr╗»▒O(ji©Īn)┐žĪó┐ŲīW╗»╣▄└ĒĄ╚─┐ś╦ĪŻė╔ė┌RFIDŠ▀ėą¤oĮėė|ūRäe║═┐ņ╦┘┤µ╚ĪöĄ(sh©┤)ō■(j©┤)Ą─╠žąįŻ¼Ųõį┌īŹĢrĖ·█ÖĪóš{Č╚ĪóÖz£yĘĮ├µŠ▀ėą¤o┐╔▒╚öMĄ─ā×(y©Łu)ä▌Ż¼╩╣ė├įō╝╝ąg┐╔┤¾┤¾£p╔┘╚╦åT╣▄└Ē║═╝ł┘|╣▄└ĒĄ─Õeš`┬╩Ż¼╩«Ęų▀m║Žļx╔óųŲįņŽĄĮy(t©»ng)ī”öĄ(sh©┤)ō■(j©┤)║═┐žųŲĄ─īŹĢrąįę¬Ū¾ĪŻ
ļx╔óųŲįņśI(y©©)╔·«aŠĆ▌^Å═ļsŻ¼╔·«aĮY╣¹┼cŅAŲ┌ėąš`▓ŅČ°ė░ĒæĮ╗žøĄ─ŪķørĢrėą░l(f©Ī)╔·Ż¼╚╦×ķįŁę“ę▓Ģ■ė░Ēæ╔·«aĪŻīóRFIDś╦║×┘Nį┌╔·«a╬’┴Ž╗“«aŲĘ╔ŽŻ¼┐╔ūįäėėøõø«aŲĘĄ─öĄ(sh©┤)┴┐ĪóęÄ(gu©®)Ė±Īó┘|┴┐ĪóĢrķgĪóžōž¤╚╦Ą╚╔·«aą┼ŽóŻ¼ė├ęį┤·╠µ?zh©©n)„Įy(t©»ng)Ą─╩ų╣żėøõøŻ╗╔·«aų„╣▄═©▀^ūxīæŲ„┐╔ļSĢrūx╚Ī«aŲĘą┼ŽóŻ╗Ųõ╦¹ŽÓĻP╚╦åT─▄╝░ĢršŲ╬š╔·«aĀŅør▓óĖ∙ō■(j©┤)Ūķørš{š¹╔·«a░▓┼┼Ż╗╬’┴Ž║═«aŲĘļxķ_é}ÄņŪ░ŽĄĮy(t©»ng)Č╝īóūįäėėøõø│÷╚ļÄņą┼ŽóŻ¼▓ó─▄īŹĢrūĘ█Ö╬’ŲĘ╦∙į┌ĄžĪŻRFIDļŖūėś╦║×ū„×ķ╔·«aöĄ(sh©┤)ō■(j©┤)ęŲäėĄ─▌d¾wŻ¼╦³į┌╔·«aŠĆ╔ŽĄ─┴„äėŻ¼īŹ¼F(xi©żn)┴╦╔·«a▀^│╠ųą╣ż╚╦Īó╣żą“Īó╣ż╝■Īó╣żĢrĄ─īŹĢrŠ½┤_Įy(t©»ng)ėŗĪŻÅ─Č°▀_ĄĮīŹĢr┐žųŲ╔·«a▀^│╠Īó▒Ńė┌┘|┴┐╣▄└Ē║═ūĘ╦▌Ą──┐Ą─ĪŻRFID╝╝ągĄ─æ¬ė├īóėą└¹ė┌Ų¾śI(y©©)īŹ¼F(xi©żn)īŹĢr╗»Īó═Ė├„╗»Īó┐╔ęĢ╗»Ą─╣▄└ĒĪŻ
2 ╗∙ė┌RFID╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)įOėŗ
╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)ū„×ķļx╔óųŲįņ▀^│╠Ą─║╦ą─Ż¼▀BĮėų°Ąūīė▄ćķgųŲįņ┼c╔Žīė╣▄└ĒŽĄĮy(t©»ng)Ż¼š¹¾wŽĄĮy(t©»ng)ĮYśŗłD╚ńłD2╦∙╩ŠĪŻ
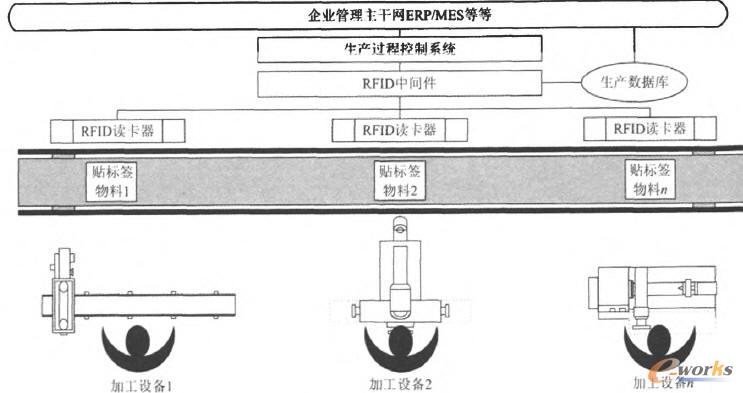
łD2 š¹¾wŽĄĮy(t©»ng)ĮYśŗłD
2Ż«1 ŽĄĮy(t©»ng)Ą─š¹¾w╝▄śŗ
▄ćķg╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)└¹ė├RFID╝╝ąg▓╔╝»▄ćķg╔·«a▀^│╠ą┼ŽóŻ¼ų„ę¬ŃĢĮė╔ŽīėøQ▓▀ŽĄĮy(t©»ng)ERPŻ»MES┼cĄūīėRFIDįO╩®īėŻ¼ī”š¹éĆ▄ćķgĄ─╔·«a▀Mąą╣▄└Ē║═┐žųŲĪŻĘų╬÷łD1Ż¼╗∙ė┌RFIDļx╔óųŲįņ▄ćķg╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)Å──ŻēK╔ŽäØĘų┐╔Ęų×ķŻ║öĄ(sh©┤)ō■(j©┤)▓╔╝»║═╠Ä└Ē─ŻēKĪó╔·«aėŗäØ─ŻēKĪó╔·«aĀŅæB(t©żi)▒O(ji©Īn)┐ž─ŻēKĪóķ]Łh(hu©ón)īŹĢr┐žųŲ─ŻēK║═ą┼Žó╣▄└Ē─ŻēKĪŻįōŽĄĮy(t©»ng)╣”─▄─ŻēK╚ńłD3╦∙╩ŠĪŻŲõųąŻ¼öĄ(sh©┤)ō■(j©┤)▓╔╝»║═╠Ä└Ē─ŻēKĪó╔·«aėŗäØ─ŻēKĪó╔·«aĀŅæB(t©żi)▒O(ji©Īn)┐ž─ŻēKĪóķ]Łh(hu©ón)īŹĢrš{Č╚─ŻēKīŹ¼F(xi©żn)┴╦ī”╔·«a▀^│╠öĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»Īó╔·«aėŗäØę²╚ļĪó▄ćķgĀŅæB(t©żi)▒O(ji©Īn)┐žĪó╔·«aķ]Łh(hu©ón)š{Č╚Ą╚╣”─▄Ż¼╩Ūš¹éĆŽĄĮy(t©»ng)╣”─▄īŹ¼F(xi©żn)Ą─║╦ą─▓┐ĘųĪŻČ°ą┼ŽóŖYįā╣▄└Ē─ŻēK╠ß╣®▒žę¬Ą─ą┼Žó▓ķįā║═Įy(t©»ng)ėŗĘų╬÷╣”─▄ĪŻ
łD3 ŽĄĮy(t©»ng)╣”─▄─ŻēKłD
Ė„─ŻēKŠ▀¾w╣”─▄ĮķĮB╚ńŽ┬Ż║
aŻ«öĄ(sh©┤)ō■(j©┤)▓╔╝»║═╠Ä└Ē─ŻēKĪŻ
öĄ(sh©┤)ō■(j©┤)▓╔╝»║═╠Ä└Ē─ŻēK╩ŪŽĄĮy(t©»ng)Ą─╗∙ĄA─ŻēKŻ¼ų„꬞ōž¤▓╔╝»╬’┴Ž╝ė╣żöĄ(sh©┤)ō■(j©┤)ĪóįOéõ▀\ąąöĄ(sh©┤)ō■(j©┤)Īó«aŲĘ┘|┴┐Öz£yöĄ(sh©┤)ō■(j©┤)ęį╝░╣╩šŽöĄ(sh©┤)ō■(j©┤)Ą╚ĪŻ▓╔╝»═Ļ│╔║¾Ż«īóįŁ╩╝öĄ(sh©┤)ō■(j©┤)╔Žé„ų┴öĄ(sh©┤)ō■(j©┤)Äņ║═▀^│╠┐žųŲŽĄĮy(t©»ng)▀Mąą╠Ä└ĒĪŻ
bŻ«╔·«aėŗäØ─ŻēKĪŻ
╔·«aėŗäØ─ŻēK╩Ū▀^│╠┐žųŲĄ─Ū░Ų┌£╩éõŻ¼į┌ģó┐╝┴╦öĄ(sh©┤)ō■(j©┤)▓╔╝»─ŻēK╔Žé„Ą─ĻPė┌╬’┴ŽĪó╝ė╣żįOéõĪó▄ćķgū„śI(y©©)ŪķøröĄ(sh©┤)ō■(j©┤)ęį╝░Ų¾śI(y©©)┘Yį┤ėŗäØĄ─ŪķørŽ┬Ż¼═©▀^╔·«a┼┼│╠īó╔·«a╚╬äš╔·│╔╔·«aū„śI(y©©)ėŗäØŻ¼▒Ńė┌Ų¾śI(y©©)║Ž└Ē░▓┼┼╔·«aŻ¼╩╣Ų¾śI(y©©)┘Yį┤└¹ė├▀_ĄĮūŅ┤¾╗»Ż¼ĮĄĄ═Ų¾śI(y©©)▀\ĀI│╔▒ŠĪŻ
cŻ«╔·«aĀŅæB(t©żi)▒O(ji©Īn)┐ž─ŻēKĪŻ
╔·«aĀŅæB(t©żi)▒O(ji©Īn)┐ž─ŻēKĘų×ķįOéõ▀\ąąĀŅæB(t©żi)▒O(ji©Īn)┐žĪó╣╩šŽą┼Žó▒O(ji©Īn)┐ž║═╝ė╣ż▀MČ╚▒O(ji©Īn)┐žĪŻ═©▀^┤╦─ŻēKŻ¼┐╔ęįīŹĢrĄžė^▓ņ▄ćķgĖ„ĘNįOéõ▀\ąąĀŅæB(t©żi)║═╝ė╣ż▀MČ╚ĪŻ«ö│÷¼F(xi©żn)ÖCŲ„ōpē─╗“╬’┴Ž┤¾┴┐ČčĘeĄ╚╣╩šŽą┼ŽóĢrŻ¼┐╔ęį╝░Ģr▓╔╚Īæ¬ī”┤ļ╩®Ż¼Ę└ų╣│÷¼F(xi©żn)═Ż«a¼F(xi©żn)Ž¾ĪŻ
dŻ«ķ]Łh(hu©ón)īŹĢrš{Č╚─ŻēKĪŻ
ķ]Łh(hu©ón)īŹĢrš{Č╚─ŻēKĄ─ū„ė├╩Ūī”▒O(ji©Īn)┐ž─ŻēKĘĄ╗žĄ─╣╩šŽą┼Žó▀Mąą╠Ä└ĒĪŻ«ö▄ćķg╔·«aū„śI(y©©)░l(f©Ī)╔·ūā╗»Ż¼└²╚ńįOéõ▀\ąą╣╩šŽĪó╬’┴ŽČ╠╚▒Īóą┬ėåå╬▓Õ╚ļĪóėåå╬Į╗žøŲ┌╠ßŪ░Ą╚Ūķør│÷¼F(xi©żn)ĢrŻ¼▀\ė├ķ]Łh(hu©ón)īŹĢrš{Č╚─ŻēK┐╔ęįīŹ¼F(xi©żn)╣╩šŽ┼┼│²╠Ä└Ē║═╔·«aėŗäØųž┼┼ĪŻeŻ«ą┼Žó▓ķįā╣▄└Ē─ŻēKĪŻ
ą┼Žó▓ķįā╣▄└Ē─ŻēKų„ę¬╣▄└Ē╬’┴Ž╝░įOéõą┼ŽóĪó╣╩šŽą┼Žó║═«aŲĘ═Ļ│╔▀MČ╚ą┼ŽóĪŻ═©▀^┤╦─ŻēK┐╔ęį┴╦ĮŌ╦∙ėą╝ė╣ż╣ż╝■Ą─╝ė╣żįö╝Üą┼ŽóŻ¼Ųõųą░³└©╣ż╝■╝ė╣żĄ─ķ_╩╝ĢrķgĪóĮY╩°ĢrķgĪó╝ė╣żÖCŲ„Īó╝ė╣ż╣żą“Īó▓┘ū„åTĄ╚ą┼ŽóĪŻ═¼Ģr▀Ć╠ß╣®┴╦ī”╣╩šŽįö╝Üą┼ŽóĄ─▓ķįāŻ¼░³└©╣╩šŽÖCŲ„Īó╣╩šŽįŁę“Īó╣╩šŽĢrķgĄ╚ą┼ŽóĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.sdyuan.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌RFIDļx╔óųŲįņśI(y©©)▄ćķg╔·«a▀^│╠┐žųŲŽĄĮy(t©»ng)蹊┐┼cķ_░l(f©Ī)Ż©╔ŽŻ®
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.sdyuan.com/html/consultation/1082053670.html



▀xą═ųąą─")
¾w“×ųąą─")
«aŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")